

Cookies help us deliver our services. By using our services, you agree to our use of cookies.
AGTOS Shot Peening
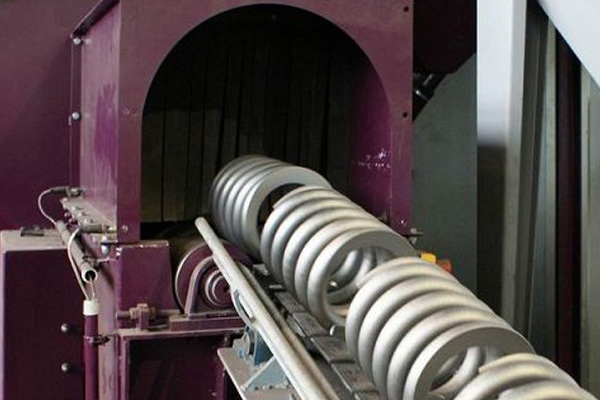
Coil springs after the shot peening process.
Surface hardening – shot peening - in the shot blasting process
Where is shot peening used?
Shot peening is mainly used for parts from the aviation and space industry as well as the automotive industry. For example, these include springs, drive shafts, crankshafts, gear wheels, connecting rods, steering and gear parts, turbine blades etc. By carrying out this process, the component weight can be reduced whereas the mechanical strength remains the same. Among other things, this leads to weight advantages which cause savings on fuel consumption.
What is happening with the surface during shot peening?
In the peripheral zone of the components, that means in the near-surface areas, residual compressive stress is caused by plastic deformation. During this cold working process, the lifetime of the components is increased regarding their fatigue strength. In addition, a higher resistance to stress corrosion and corrosion fatigue can be determined on parts which are subject to high alternating stress.
What is the difference between shot peening and stress peening?
If shot peening is carried out while applying a certain preload, an additional improvement of the residual stress values can be achieved. This effect is called stress peening.
It is scientifically proven that cracks, for example due to corrosion fatigue, never appear in a layer with residual compressive stress. By means of the blasting process, the corrosion resistance increases and the surface of the work pieces is enlarged. This is important for example for bonding of components.
Leaf-springs in a pre-loading device after the stress peening process.
What has to be taken into consideration during shot peening?
There is a risk that a weakening of the component can be caused by an incorrect process (for example if the pressure is too high, or the distance between the work piece and the turbine is too narrow). A shortened and/or reduced fatigue and bending strength of the work piece could be the consequences.
In order to prevent this, different test procedures have been introduced since the development of the shot peening (approx. in 1935), as for example Almen intensity measurements, control of coverage rates or peenscan (a luminous paint which becomes visible under ultraviolet light). They were proven to be effective when properly used.
A reliable process control is important for shot peening in order to achieve the positive characteristics of the residual compressive stress and reproducible quality. During the Almen intensity measurement, today’s common method to control the blasting process, abrasive is shot on a small plate made of hardened steel (Almen strip). Based on the curve of the strip, we can draw conclusions about the blasting process.
Video
Product data sheet
